

 東莞市廣增大機械有限公司
東莞市廣增大機械有限公司 一般來說壓鑄機壓射沖頭的運動過程可分為3個階段:
一、壓射沖頭慢速推動金屬液到壓室前端,使金屬液充滿壓室并流到內(nèi)澆口前端,要排隊掉壓室內(nèi)的空氣,以免壓鑄件有氣泡產(chǎn)生,還有防止金屬液從澆口內(nèi)濺出。
二、壓室內(nèi)的金屬液裝滿后,壓射沖頭快速將金屬液推動至澆道填充至型腔。
三、壓射沖頭繼續(xù)壓實型腔內(nèi)的凝固的金屬液,最后沖頭速度逐漸降低至停止。
壓射沖頭向前推進的速度會直接影響壓鑄件的品質(zhì)。在階段一壓射沖頭的運動速度太快或太慢都會造成壓鑄件的品質(zhì)不良。在這個階段,只有當壓射沖頭勻加速推進時,才能有效地消除壓鑄件的藏氣問題,到階段二,再逐漸加速推進,才不會使金屬液從澆注口處濺出。
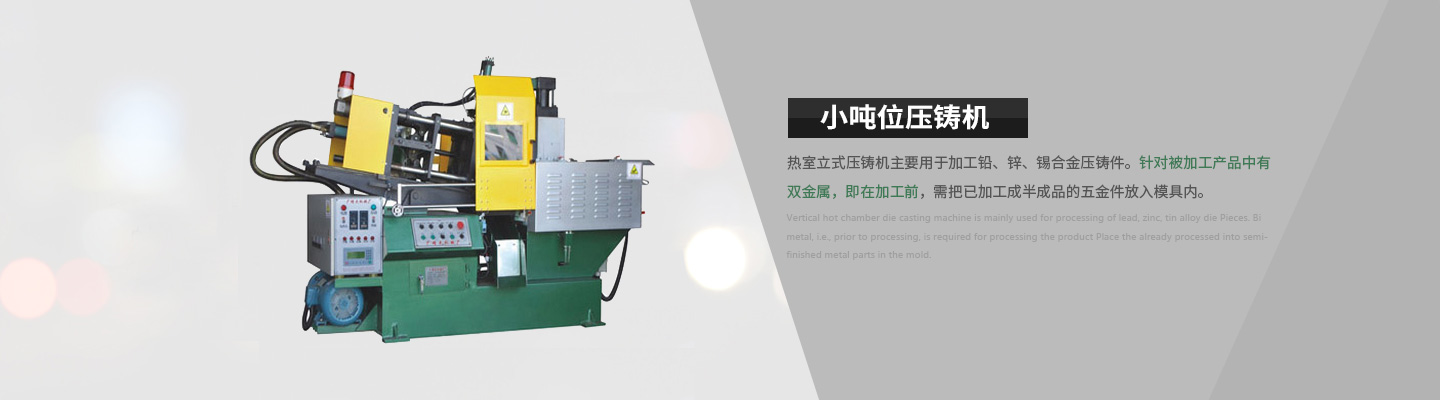
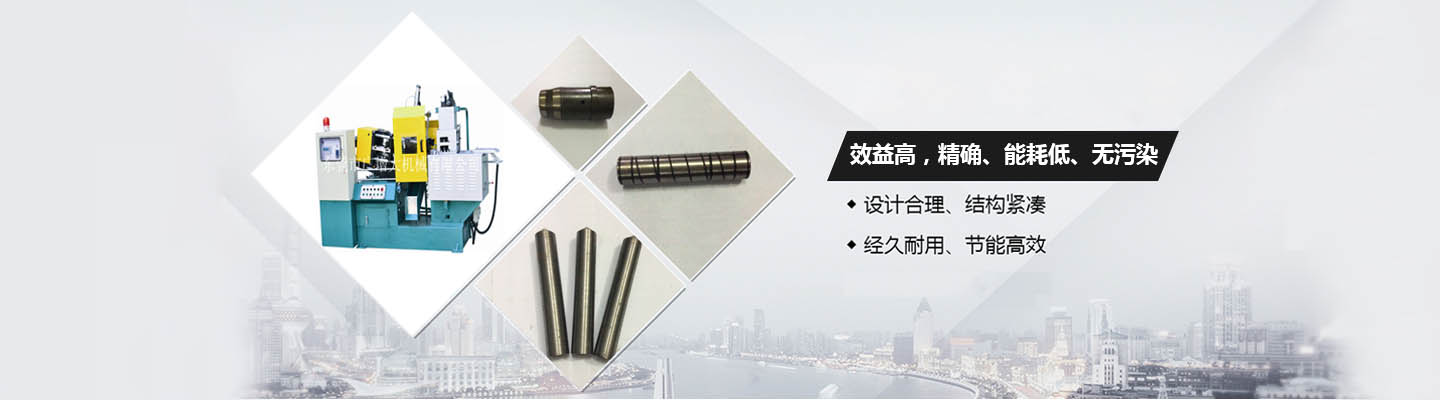
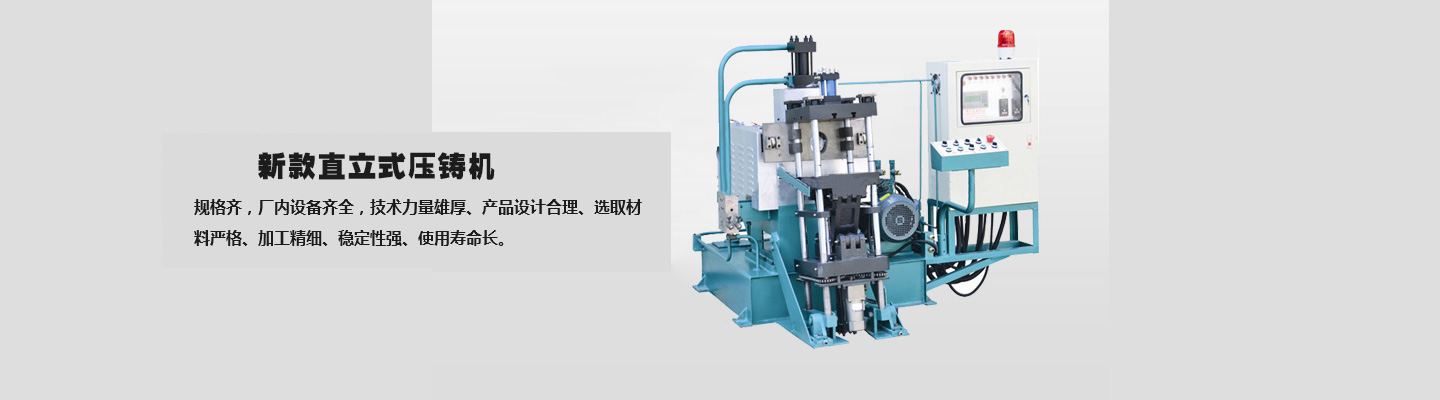
廣增大主要生產(chǎn)15噸臥式、側(cè)面進料、立式、25噸臥式、35噸臥式等小型全自動電腦熱室壓鑄機,我們的壓鑄機生產(chǎn)效益好,機器采用自動扣前、扣后,自動調(diào)模,頂針油缸,電腦自動卸壓監(jiān)控,產(chǎn)品數(shù)量自動報警,多重安全保護裝置,安全性能好,機器故障少,幫助企業(yè)減少工傷事故的發(fā)生,歡迎您的來電咨詢。
